
機能を満たす技術
C-5 摺動摩擦特性と耐久性
燃料も節約したいし、エンジンオイルも長持ちさせたい、車のユーザーならばどなたも希望することです。少ないエンジンオイルで摺動摩擦(しゅうどうまさつ)※1を減らす、なめらかに摺動する、そういう材質が、ピストンリング外周に求められています。
燃費削減のためにも「低フリクション(低摺動摩擦)」が、市場のニーズなのです。現在は、表面処理として硬質クロムメッキや窒化処理が多く使われていますが、時代の要請により新しい技術が採用されてきています。
表面処理
ここでは、運転条件の厳しいエンジンに用いられている最近の表面処理被膜を紹介します。
a. トップリングの表面処理 IP被膜(PVD法によるCrN被膜)
IP皮膜はPVD※2皮膜の一種で次の特徴があります。
- 摩擦係数が低い
- 硬度が高い
- 母材との密着性が高い
- カッフィング抵抗が高い(摩擦による損傷が起きにくい)
| IP-100 | IP-200 | IP-251 | |
|---|---|---|---|
| 組成 | TIN | CrN | CrN |
| 色調 | 金色 | メタリックシルバー | メタリックシルバー |
| 硬さ | 1700~2300 | 1500~2000 | 850~1150 |
| 膜厚 | 厚膜化が困難10μm以下 | 厚膜化が可能40μm以下 | 厚膜化が可能50μmまで |
| 適用範囲 | 高出力ガソリンエンジン用 1stリング |
ディーゼルエンジンおよび ガソリンエンジン用 オイルコントロールリング |
ディーゼルエンジンおよび ガソリンエンジン用 1stリング |
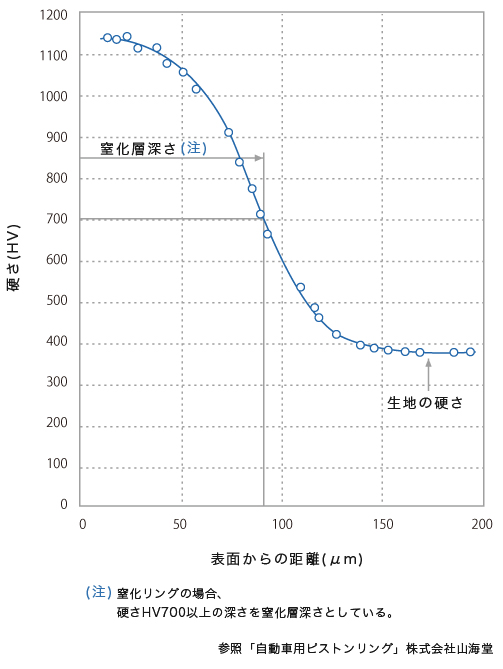
セカンドリングの表面処理 窒素処理による硬質皮膜
窒化とは、金属の中に窒素原子が侵入拡散し、母材の表面硬度が高くなる表面処理を言います。もちろん、トップリングにも用いられています。
| 種類 | 雰囲気 | 処理温度 | 被処理材 | 特徴 |
|---|---|---|---|---|
| 塩浴窒化 | CN系塩浴 | 500℃~600℃ | 鋳鉄 合金鋼 工具鋼 マルテンサイト系SUS オーステナイト系SUS |
シアン公害 鋼種、形状に制限がない 処理後洗浄が必要 |
| ガス窒化 | NH3+RXガス NH3+N2 NH3+N2+CO2 NH3+N2+O2 NH3+N2+空気 |
500℃~600℃ | 鋳鉄 合金鋼 工具鋼 (マルテンサイト系SUS) |
無公害 オーステナイト系SUSは困難 マルテンサイト系SUSは特殊な前処理が必要 |
| イオン窒化 | N2+H2+グロー放電 1~10Torr 200~1000V |
500℃~600℃ グロー放電により加熱 |
鋳鉄 合金鋼 工具鋼 マルテンサイト系SUS オーステナイト系SUS |
無公害 鋼種、形状に制限がない 窒化速度が速い 部分窒化が容易 形状、大きさに制限あり |
参照「自動車用ピストンリング」 株式会社山海堂
表面からの硬度分布を見てみましょう。表面近くでは、硬度Hvが1,100以上あるのが分かるでしょう。
c. オイルリング、サイドレールの表面処理
IP被膜も窒化も、硬質クロムメッキも使われています。
摩擦係数
摩擦係数(Friction Coefficient)は、小さい方が摩擦抵抗が小さくなる・・・とお考えください。イオンプレーティング(IPー200)の摩擦係数の少ないことに着目して下さい。
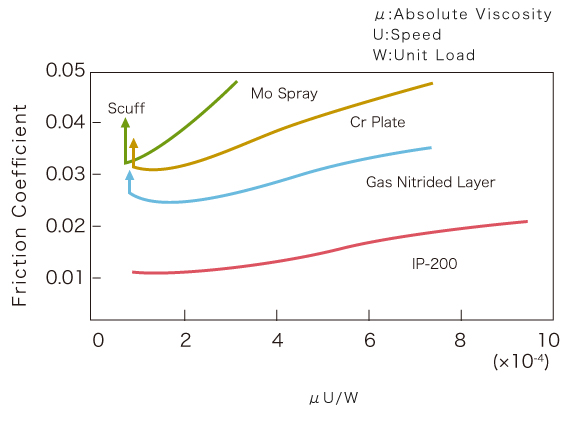
(参考)上図は、ストライベック線図と呼ばれます。
横軸のμU/Wは「負荷特性」で、摩擦摺動部分に掛かる負荷の条件を示しています。
左へ行く程、油膜が薄く摩擦の条件が厳しくなります。
- ※1 ピストンリングの外周面がシリンダ内周面を滑る時の抵抗のこと
- ※2 Physical Vapourized Depositの略で、真空容器中で金属を蒸発させそれをイオン化し、負電位とした母材に密着させる方法のこと




