Technologies that Assure Ring Function
C-5 Contact Friction & Ring Durability
Vehicle and machine operators share a common wish: to have the best fuel economy and to have the longest possible oil change intervals. The periphery (running face) of a piston ring requires a material that reduces contact friction *1 as much as possible and still allows the ring to perform its sealing function against the cylinder wall. Even though the ring's running face is usually gliding on a very thin layer of oil, the friction force can be large. Minimizing such friction losses is therefore another challenge that faces today's piston ring designer.
Although hard chrome plating and nitriding are well-proven coatings for a piston ring's running face surface, current trends in engine design are driving the development of new piston ring materials and face coatings.
Surface Treatment
Recently developed face coatings have been proven under the most severe engine operating conditions.
a. Top Ring Surface Treatment : IP coating (CrN film by PVD method)
The IP coating is a type of PVD *2 film that offers the following characteristics:
- Low coefficient of friction
- High hardness
- High adhesion to base metal
- Excellent scuff resistance
The table below shows various ion plating coatings offered by Riken.
| IP-100 | IP-200 | IP-251 | |
|---|---|---|---|
| Composition | TIN | CrN | CrN |
| Color | Gold | Metallic Silver | Metallic Silver |
| Hardness | 1700~2300 | 1500~2000 | 850~1150 |
| File Thickness | Difficult to achieve thick film less than 10μm | Possible to achieve thick film Up to 40μm | Possible to achive thick film Up to 50μm |
| Application Range | 1st ring for high output gasoline engines | Oil contorol ring for diesel engines and gasoline engines | 1st ring for diesel engine and gasoline engines |
b. Second Ring Surface Treatment : Nitriding
This family of processes produces a hard surface layer on the base material. In these processes, nitrogen atoms penetrate and diffuse into the base metal, significantly increasing the surface hardness.
| Type | Ambient Atmosphere | Treatment Temperature | Treated Material | Characteristics |
|---|---|---|---|---|
| Salt bath nitriding | CN base salt bath | 500℃~600℃ | Cast iron Alloy steel Tool steel Martensite base SUS Ostenite base SUS |
Cyanogen pollution No steel type and shape limitations Washing required after treatment |
| Gas nitriding | NH3+RXガス NH3+N2 NH3+N2+CO2 NH3+N2+O2 NH3+N2+air |
500℃~600℃ | Cast iron Alloy steel Tool steel (Martensite base SUS) |
Non-polluting Ostenite base SUS is difficult. Martensite base SUS reauires special pre-treatment |
| Ion nitriding | N2+H2+glow discharge 1~10Torr 200~1000V |
500℃~600℃ Heating by glow discharge |
Cast iron Alloy steel Tool steel Martensite base SUS Ostenite base SUS |
Non-polluting No limitations on the type of steel Fast nitriding speed Easy partial nitriding No shape and size limitations |
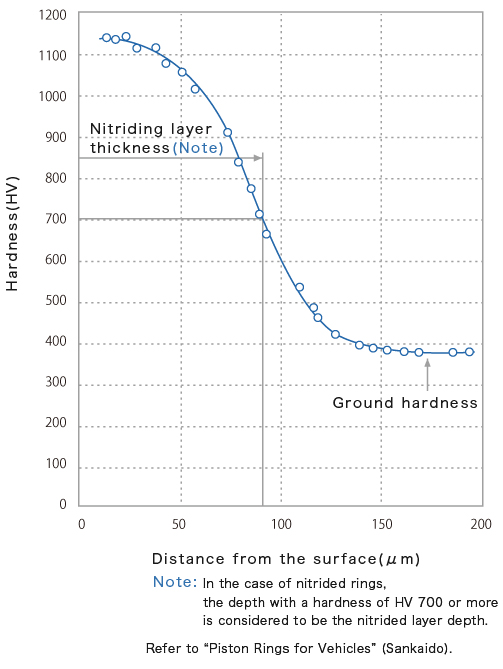
Refer to "Piston Rings for Vehicles"(Sankaido).
Looking at the layer hardness value as a function of distance from the ring surface, it can be seen in the graph below that the hardness at the surface is over Hv 1,100.
c. Oil Ring and Side Rail(Segment) Surface Treatment
Depending on the application, IP film, nitriding, and chrome plating are all surface treatment options.
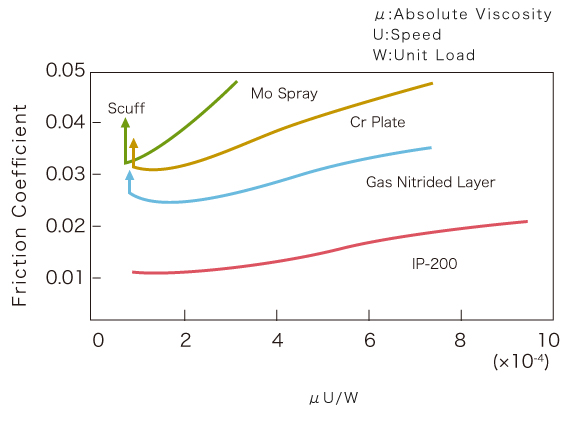
Coefficient of Friction
It is desirable to make this number as low as practically possible since it plays a large role in engine wear and efficiency. From the table below it can be seen that IP coating has the lowest coefficient of friction of any of the available surface coatings.
- *1 The resistance to movement that the tight-fitting piston ring has as its running face slides along the wall of the cylinder.
- *2 PVD is short for 'physical vaporized deposit.' This refers to the process whereby a metal is vaporized within a vacuum vessel, which is then ionized and adhered onto a base metal given a negative electric potential.